Аттестованные ABS воздушные подушки длины 1600mm диаметра 1500mm тяжелые поднимаясь
Внедрение продукции:
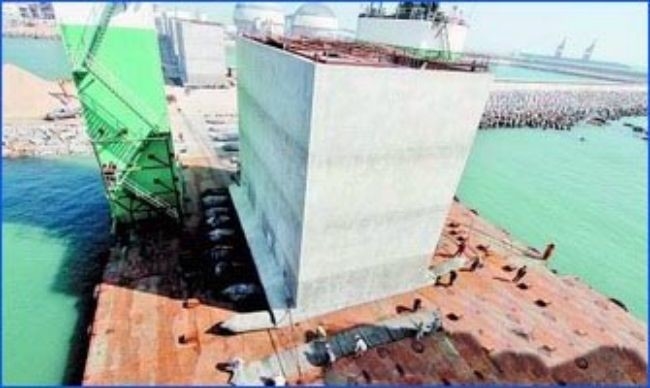
История тяжелых поднимаясь дат воздушной подушки назад до 1981. Ремонт корабля Xiao Qinghe и верфь здания, расположенная в городе Jinan провинции Shangdong, запустили баржу танка 60 DWT с подвесом воздушной подушки 20-ого января 1981. 7 воздушных подушек были раскрыты в этом проекте. Одно было 2 метра в диаметре и в 6 метров длинных и используемых для повышаться. Оставаясь 6 воздушных подушек были в 0,8 метра x 6 метров длинных и действовали как ролики. Первое намерение этого пробного старта было начать подсказку, меньше метода ограниченного корабля landform запуская для целей войны.
Как технология выдвигалась с тех пор?
Над прошлыми 20 летами, система корабля воздушной подушки запуская делала выдвижения в не только воздушной подушке, но также технологию корабля запуская/приземляясь. Воздушные подушки первого поколения использовали резиновый окунутый холст как слой подкрепления для того чтобы сформировать хобот камеры воздуха. 2 конусовидных прессформы после этого были использованы для того чтобы сделать концы и все было вставлено совместно.
С сегодняшними воздушными подушками, вс-enlacing-технология использовала для изготовлять сделана совместно. Резиновые окунутые синтетическ-покрышка-шнуры использованы как слои подкрепления с хоботом и 2 конусовидными концами сделанными в то же время. Все после этого-зашнуровано совместно, поэтому воздушная подушка не имеет никакие соединения. Должный к развитию резиновой химии, представление резины используемой в самых последних воздушных подушках сильно увеличено и около 15 раз эта из сумки первого поколения с такими же спецификациями.
Запуская и приземляясь технология также превращалась. В начале, только небольшие и плоские нижние корабли расположенные на изготовленном наклоне смогли быть запущены с воздушными подушками. Теперь эта технология гибче и более менее ограничиваема кораблем и landform. Теперь любой тип корабля с DWT под 55 000 и в месте с достаточным запуская космосом можно запустить используя воздушные подушки. Запуская наклон даже можно склонять вверх. Он действительно переростал в технологию режущей кромки для запуская кораблей, и особенно полезный для некоторых морских аварийных ситуаций.
Структура тяжелой поднимаясь воздушной подушки:

Структура морской воздушной подушки
1. Терминальный утюг
2. Тело воздушной подушки конуса
3. цилиндрическое тело воздушной подушки
D: Диаметр воздушной подушки
L: Действительная длина воздушной подушки
Loa: Полная длина airba
Спецификации:
| Некоторые общие размеры наших тяжелых поднимаясь воздушных подушек, подгонянные размеры также доступны |
| Диаметр (m) |
Действительная длина (m) |
Слой |
Давление (MPa) |
| 1,0 |
10 |
5~6 |
0.07~0.10 |
| 1,0 |
12 |
5~6 |
0.07~0.10 |
| 1,0 |
15 |
5~6 |
0.07~0.10 |
| 1,2 |
10 |
5~6 |
0.08~0.12 |
| 1,2 |
12 |
5~6 |
0.08~0.12 |
| 1,2 |
15 |
5~6 |
0.08~0.12 |
| 1,5 |
12 |
5~8 |
0.08~0.16 |
| 1,5 |
15 |
5~8 |
0.08~0.16 |
| 1,5 |
18 |
5~8 |
0.08~0.16 |
| 1,5 |
20 |
4~8 |
0.08~0.16 |
| 1,5 |
24 |
5~8 |
0.08~0.16 |
| 1,8 |
12 |
5~8 |
0.08~0.15 |
| 1,8 |
15 |
5~8 |
0.08~0.15 |
| 1,8 |
18 |
5~8 |
0.08~0.15 |
| 1,8 |
20 |
5~8 |
0.08~0.15 |
| 1,8 |
24 |
5~8 |
0.08~0.15 |
| 2,0 |
18 |
6~10 |
0.08~0.18 |
| 2,0 |
20 |
6~10 |
0.08~0.18 |
| 2,0 |
24 |
6~10 |
0.08~0.18 |
| 2,5 |
18 |
7~10 |
0.07~0.13 |
| 2,5 |
20 |
7~10 |
0.07~0.13 |
| 2,5 |
24 |
7~10 |
0.07~0.13 |
Поднимаясь емкость
Величина наибольшей допускаемой нагрузки на опору тяжелых поднимаясь воздушных подушек была высчитана основанный на давлении работы, площади контакта. Здесь, давление работы было получено на разрыванном факторе деятельности давления и безопасности.
Из-за гибкости резиновой воздушной подушки, площадь контакта будет произведена эффект некоторыми терминами. Оно shipcondition снесенное inludes, различное положение от центра тяжести в течение процесса корабля запуская и приземляться. Так bvearing емкость резиновых воздушных подушек поменяет так же, как площадь контакта.
Приблизительная величина наибольшей допускаемой нагрузки на опору может быть высчитать следующим образом:
F=PS S=π x (D1-D2)/2
Где:
F величина наибольшей допускаемой нагрузки на опору
P давление работы
S площадь контакта
P процент деформации (%);
D1 первоначальное diamater воздушной подушки (m);
D2 высота обжатой воздушной подушки (m)
Инструкция ремонта воздушной подушки
Если воздушная подушка повреждена, то ее можно отремонтировать покуда резина не стареет серьезно (без отказа и прилипчивости на поверхности). И ткань шнуров свободна и не тухла. Ремонт может быть сделан горячими вулканизованием или автоматическ-вулканизованием. Пошлины и материалы ремонта использованные в бывшем довольно просты. Мы рекомендуем горячее вулканизование, шаги как внизу,
1. помойте воздушные подушки для того чтобы убеждаться что оно чисто и внутри и снаружи и без грязи & песка,
вносить в журнал пятна и воды масла. После этого высушите поверхность. Примечание: время погружения пока стирка не может больше чем 10 минут.
2. Марк символ ремонта заметно. Отметьте зону ремонта и зона метки позволена превысить 15mm, не пропускает скрытую порчу.
3. подготовьте затыловку
Материал затыловки это же как воздушная подушка и угол расположения ткани шнура последовательны с воздушной подушкой.
Первый слой затыловки вертикальная линия. Length= (длина flaw+50mm) X2
Второй слой затыловки косая линия угол которой это же как воздушная подушка. Он 20mm более большое чем периферия первого слоя.
Третий слой затыловки также косая линия угол которой напротив и кресты с вторым слоем. Он 20mm большое чем периферия второго слоя.
Четвертый, пятый и шестой слой может быть дедуцирован аналогом.
Переход филе с радиусом 40mm-50mm необходим для подпирая периферии каждого слоя.
Если рана отверстие ногтя не позднее 100mm или рана прокладки в 50-70mm, то перекрестная затыловка будет подготовлена. Затыловка креста нейлона сделана синением 2 слоя покрытого нейлона со скрещиванием 90°. Свой размер 200mmX200mm и другие эти же как затыловка.
4. опиловка рана
Храните рану со стальными файлами или опиловочным станком гибкого вала. Картина файла на поверхности должна быть чувствительна и как только хорошо как без любого резинового утиля, частицы. Храня глубина поверхности около 0.5-1mm. Периферия 20mm более большое чем затыловка. Не учитывают, который ломать и свободный хранят ткань шнура. После опиловки, дуйте всегда резиновый утиль щеткой и обжатым воздухом.
5. клей щетки и сухой
Весь процесс необходимо держать чистый. Почистьте тонкий клей щеткой в первый раз (клей: gasoline=1: 8).There должно быть никаким седиментом и испечь, быть равномерно. Неволей клеить должен быть выполнен так, что клей сможет прорезать в слой ткани шнура в слоте файла. Клеить должен быть равномерен и очевидная ремонтина раскрывая не позволена.
6. Вискоза
Во первых, почистьте слой щеткой низкопробного клея с толщиной 1±0.2mm на периферии раны. Охладите вниз к не клеить руки, затир и пресса и клей не должны быть слишком плотны в случае если отказ клея случается после нового контракта клея, тогда наклеивают затыловку. Центр затыловки должен быть прицелен в обветренном центре. Угол затыловки должен быть внутри последователен с линией слоем воздушной подушки. Для раны более большой чем 1M, слой покрытой ткани нейлона должно быть наклеено к ране, лагеру 25mm чем рана. После этого наклейте затыловку. В конце, одна резина запечатывания (толщина 0.8-1mm, wideth в 20mm) должна быть наклеена к крышке соединение поддержки края и тела воздушной подушки.
7. Вулканизование
Для нормального двора судостроения, следующий простой метод можно принять: настройте рамку, (как показано в диаграмме) и обеспечить плиту, сумку песка (заполнение автомобильная камера получившегося отказ автомобиля с песком), поднимите домкратом и нагретая плита (утюг свиньи или стальная пластина в Dia300mm, толщина 25mm). Вулканизированная воздушная подушка, который нужно отремонтировать должна быть прицелена к центру в соответствии с положением показанным в диаграмме. Во первых вулканизируйте отверстие и после этого рану. Если большая рана, который нужно вулканизировать превышает действительную длину вулканизования, то центр должен быть вулканизирован во первых после этого обеим сторонам. Нагретые плиты должны перекрыть 15mm с предыдущим положением в re-вулканизовании. Вулканизование будет закончено не позднее 40-50 минут когда повышения температуры к 135±5℃ и давлению 0.8-0.12MPa.
8. Проверите ли ремонт прыгает плотно или не, рванина как свободное пространство, delaminating или губка и так далее не позволены. О новом клее в зоне топления, не позволено вызревание, отказ, под вулканизованием и над вулканизованием. Надувать тест будет проведен если ремонт квалифицирован.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов! Russian
Russian